ČSN EN ISO 669 - Odporové svařování – Zařízení pro odporové svařování – Mechanické a elektrické požadavky
| Stáhnout normu: | ČSN EN ISO 669 (Zobrazit podrobnosti) |
| Datum vydání/vložení: | 2019-09-01 |
| Zdroj: | https://www.iso.org/obp/ui#iso:std:iso:669:ed-3:v1:en |
| Třidící znak: | 052016 |
| Obor: | Stroje a zařízení, všeobecně |
| ICS: |
|
| Stav: | Platná |
‹
Nahlásit chybu
3.1.14 vyložení ramen
(throat depth) l využitelná vzdálenost od středu upínacích desek (3.1.5) nebo osy elektrod nebo v případě šikmých elektrod, průsečík os elektrody v pracovním postavení nebo trakční vedení kotoučové elektrody (3.1.8) a nejblíže umístěné části tělesa zařízení POZNÁMKA 1 k heslu Viz obrázek 6. POZNÁMKA 2 k heslu Tato definice neuvažuje kompenzaci hrotů elektrody. 


a) Přímý pohon
b) Pohon vroubkovaným kotoučem
c) Hnací kotouč
Legenda 1 kotoučová elektroda 2 svařované součásti Obrázek 4 – Druhy pohonu kotoučové elektrody 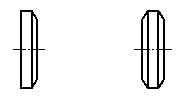

jednostranný oboustranný
a) zešikmený
b) zaoblený
Obrázek 5 – Profily kotoučových elektrod 

a) Zařízení bodového svařování
b) Zařízení výstupkového svařování


c) Zařízení stlačovacího svařování (pohled shora)
d) Zařízení švového svařování
Legenda e rozevření ramen l vyložení ramen Obrázek 6 – Hlavní rozměry3.1.14 throat depth
l usable distance from the centre of the platens (3.1.5) or the axes of the electrodes or, in the case of oblique electrodes, the point of intersection of the electrode axes in the working position or the contact line of electrode wheels (3.1.8) and that part of the equipment body located closest to it Note 1 to entry: See Figure 6. Note 2 to entry: This definition does not consider any offset of the electrode tips. 
a) Direct drive
b) Knurl drive
c) Idler wheels
Key1
electrode wheel
2
workpieces to be welded
Figure 4 — Drive types of electrode wheels

a) Bevelled
b) Radiused
Figure 5 — Electrode wheel profiles
a) Spot welding equipment
b) Projection welding equipment
c) Upset welding equipment (top view)
d) Seam welding equipment
Keye
throat gap
l
throat depth
Figure 6 — Main dimensions