ČSN EN ISO 669 - Odporové svařování – Zařízení pro odporové svařování – Mechanické a elektrické požadavky
| Stáhnout normu: | ČSN EN ISO 669 (Zobrazit podrobnosti) |
| Datum vydání/vložení: | 2019-09-01 |
| Zdroj: | https://www.iso.org/obp/ui#iso:std:iso:669:ed-3:v1:en |
| Třidící znak: | 052016 |
| Obor: | Stroje a zařízení, všeobecně |
| ICS: |
|
| Stav: | Platná |
‹
Nahlásit chybu
 Legenda h0 axiální odchylka – bez zatížení b délka pro stanovení chyby kontaktu h1 axiální odchylka – pod zatížením g excentricita (b – a) h axiální odchylka (h1 – h0) (1 úhlová poloha – bez zatížení r0 radiální odchylka – bez zatížení (2 úhlová poloha – pod zatížením r1 radiální odchylka – pod zatížením 1 referenční měřící bod r radiální odchylka (r1 – r0) 2 elektrody – zatížené F a délka pro stanovení chyby kontaktu 3 elektrody – bez zatížení Obrázek 9 – Chyba v kontaktu bodového a švového svařovacího zařízení
Legenda h0 axiální odchylka – bez zatížení b délka pro stanovení chyby kontaktu h1 axiální odchylka – pod zatížením g excentricita (b – a) h axiální odchylka (h1 – h0) (1 úhlová poloha – bez zatížení r0 radiální odchylka – bez zatížení (2 úhlová poloha – pod zatížením r1 radiální odchylka – pod zatížením 1 referenční měřící bod r radiální odchylka (r1 – r0) 2 elektrody – zatížené F a délka pro stanovení chyby kontaktu 3 elektrody – bez zatížení Obrázek 9 – Chyba v kontaktu bodového a švového svařovacího zařízení 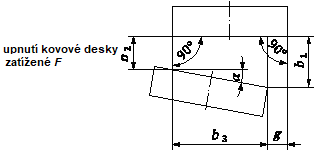 Obrázek 10 – Chyba v kontaktu výstupkového svařovacího zařízení
Obrázek 10 – Chyba v kontaktu výstupkového svařovacího zařízení  Obrázek 11 – Chyba v kontaktu stlačovacího svařovacího zařízení
Obrázek 11 – Chyba v kontaktu stlačovacího svařovacího zařízení
 Key
Key  Figure 10 — Contact fault of projection welding equipment
Figure 10 — Contact fault of projection welding equipment  Figure 11 — Contact fault of upset welding equipment
Figure 11 — Contact fault of upset welding equipment
3.3.3 úhlová odchylka
(angular deflection) ( rozdíl mezi úhlovou polohou, (1, složenou z osy elektrody, čela upnutí upínací desky nebo osy výrobku a úhlové polohy, (2, pod zatížením POZNÁMKA 1 k heslu Návrh (1 může být nula. POZNÁMKA 2 k heslu Viz obrázek 9 až obrázek 11. POZNÁMKA 3 k heslu Úhlová odchylka bodového a švového svařovacího zařízení (viz obrázek 9) se vypočítá podle následujícího vzorce: POZNÁMKA 4 k heslu Úhlová odchylka výstupkového svařovacího zařízení (viz obrázek 10) se vypočítá podle následujícího vzorce: POZNÁMKA 5 k heslu Úhlová odchylka stlačovacího svařovacího zařízení (viz obrázek 11) se vypočítá podle následujícího vzorce: Legenda h0 axiální odchylka – bez zatížení b délka pro stanovení chyby kontaktu h1 axiální odchylka – pod zatížením g excentricita (b – a) h axiální odchylka (h1 – h0) (1 úhlová poloha – bez zatížení r0 radiální odchylka – bez zatížení (2 úhlová poloha – pod zatížením r1 radiální odchylka – pod zatížením 1 referenční měřící bod r radiální odchylka (r1 – r0) 2 elektrody – zatížené F a délka pro stanovení chyby kontaktu 3 elektrody – bez zatížení Obrázek 9 – Chyba v kontaktu bodového a švového svařovacího zařízení Obrázek 10 – Chyba v kontaktu výstupkového svařovacího zařízení Obrázek 11 – Chyba v kontaktu stlačovacího svařovacího zařízení
3.3.3 angular deflection
α difference between the angular position, α1, unloaded of the electrode axes, the clamping platen faces, or the workpiece axes and the angular position, α2, under load Note 1 to entry: α1 may be zero by design. Note 2 to entry: See Figure 9 to Figure 11. Note 3 to entry: The angular deflection of spot and seam welding equipment (see Figure 9) is calculated by the following formula: α = α2 − α1 Note 4 to entry: The angular deflection of projection welding equipment (see Figure 10) is calculated by the following formula: α = arctan Note 5 to entry: The angular deflection of upset welding equipment (see Figure 11) is calculated by the following formula: α = arctan Key h0
axial deflection - unloaded
b
length for determination of the contact fault
h1
axial deflection - loaded
g
eccentricity (b - a)
h
axial deflection (h1 – h0)
α1
angular position - unloaded
r0
radial deflection - unloaded
α2
angular position - loaded
r1
radial deflection - loaded
1
reference measurement point
r
radial deflection (r1 – r0)
2
electrodes - loaded by F
a
length for determination of the contact fault
3
electrodes - unloaded
Figure 9 — Contact fault of spot and seam welding equipment Figure 10 — Contact fault of projection welding equipment Figure 11 — Contact fault of upset welding equipment